如何看懂產品圖紙,形位公差(GD&T)介紹及解析!
培訓的目的
1、讀懂一般的GD&T圖紙
* 了解一般GD&T圖紙的作用和基本構成
* 簡單了解最大、最小實體原則
* 了解基準的含義
* 了解用來定義形位公差的術語和符號
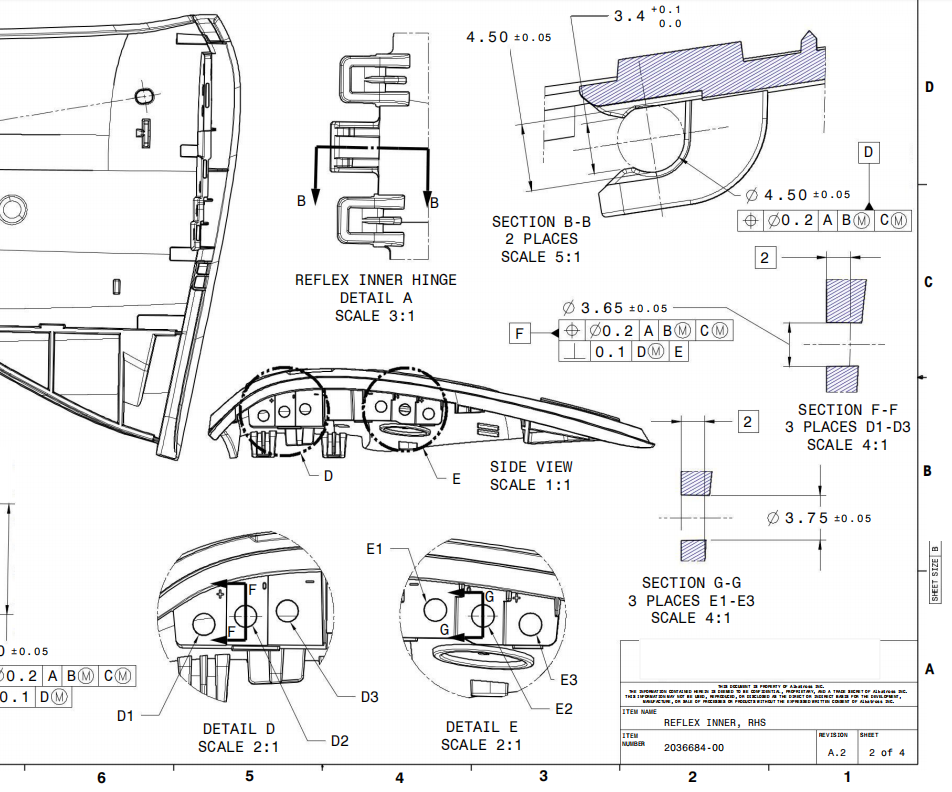
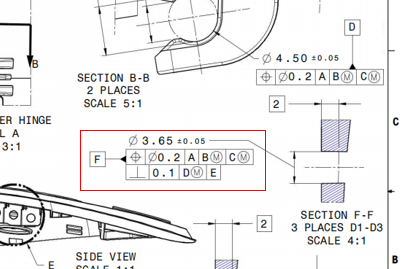
客戶圖紙示例
機械加工后零件的實際要素相對于理想要素總有誤差,包括形狀誤差、方向公差和位置誤差。這類誤差影響機械產品的功能,設計時應規定相應的公差并按規定的標準符號標注在圖樣上。
*
尺寸公差和形位公差
尺寸:是特定單位表示的兩點之間距離的數值,通常單位是mm。
如直徑40,半徑R30,寬度120,高度100;等等。
GD&T 是Geometric Dimensioning and Tolerancing的縮寫,即“形狀與位置公差”
形位公差基本術語
一、基本術語
* 要素,指構成零件幾何特征的點、線、面。
* 理想要素,具有幾何意義的要素。
* 實際要素,零件上實際存在的要素,通常用測得要素來代替。
* 基準要素,用來確定被測要素方向或(和)位置的要素。簡稱基準,是確認要素之間幾何關系的依據。包括基準點、基準線、基準面。
* 被測要素,給出了形狀和(或)位置公差的要素
* 中心要素,與要素有對稱關系的點、線、面。
* 公差帶,限制實際形狀要素或實際位置要素的變動區域。是一個給定誤差最大值的區域,由大小、形狀、位置和方向來決定。
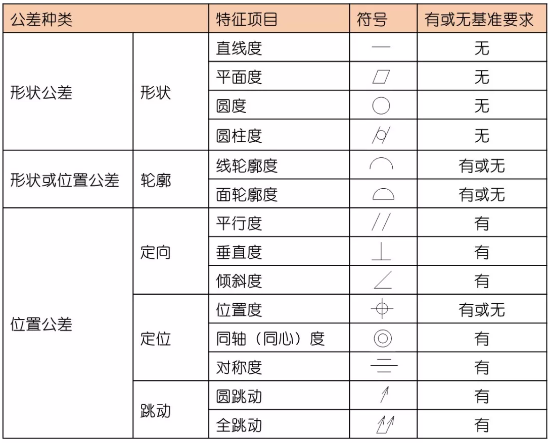
公差分類
線輪廓度和面輪廓度當不涉及基準時只控制形狀;當設計基準時,同時控制著位置;
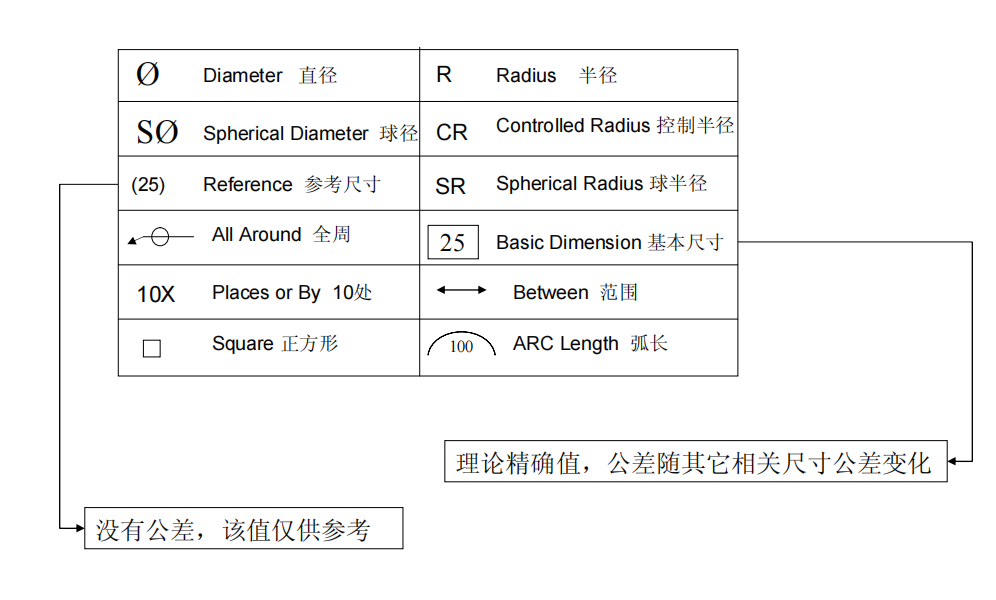
公差標注
* 形位公差框格(如下圖一)
* 根據基準要求、基準要素和公差要素,定義以下可能會出現的圖紙標識(如下圖三)
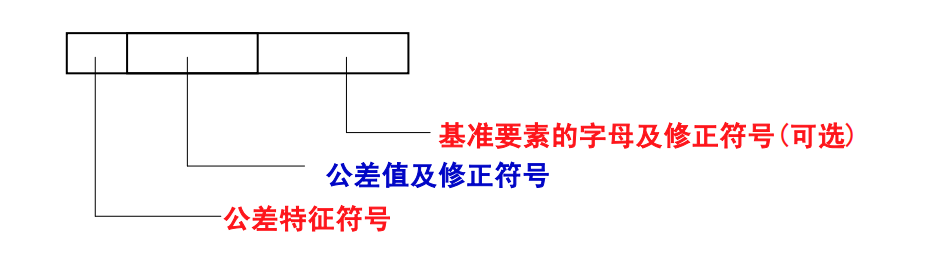
(圖一)
(圖二)
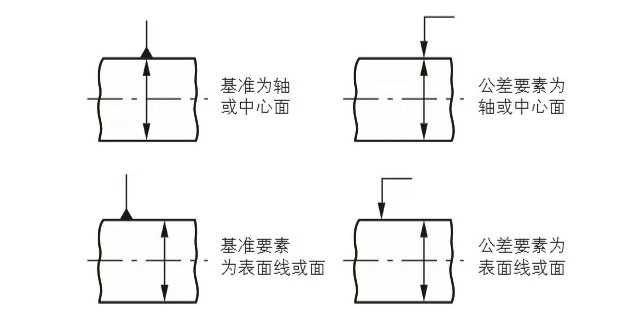
(圖三)
修正符號及其他符號
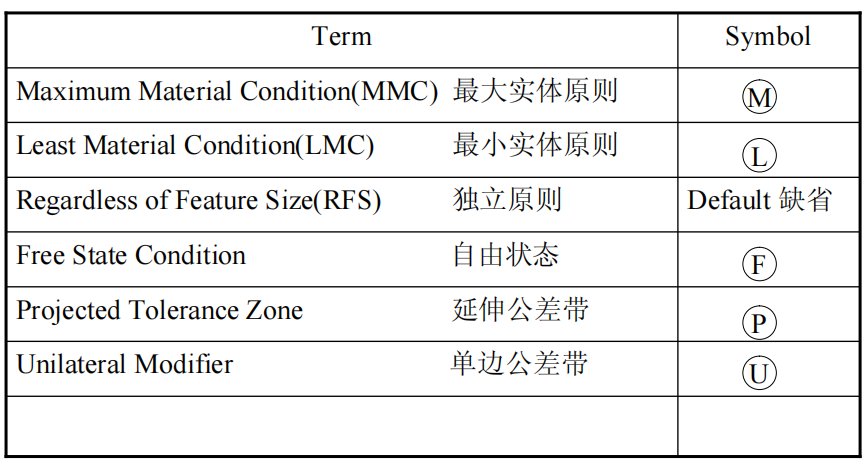
* 自由狀態為測試非剛性零件可用
最大實體MMC和最小實體LMC
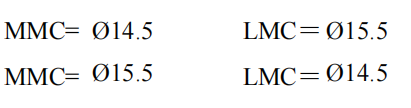
最大實體狀態(MMC) — 實際要素在給定長度上處處位于尺寸極限之內, 并具有實體最大(即材料最多)時的狀態。
最大實體尺寸(MMS) — 實際要素在最大實體狀態下的極限尺寸。
內表面(孔) D MM = 最小極限尺寸D min 孔最小
外表面(軸) d MM = 最大極限尺寸d max 軸最大
最小實體狀態(LMC) — 實際要素在給定長度上處處位于尺寸極限之內,并具有實體最小(即材料最少)時的狀態。
最小實體尺寸(LMS) — 實際要素在最小實體狀態下的極限尺寸。
內表面(孔) D LM = 最大極限尺寸D max;
外表面(軸) d LM = 最小極限尺寸d min。
實效狀態Virtue condition
實效狀態 - 實際要素處于最大實體狀態,同時形位誤差等于給出的形位公差值時的一種狀態。
尺寸公差和形位公差的組合效應,是一個常值。多對應檢具的尺寸。
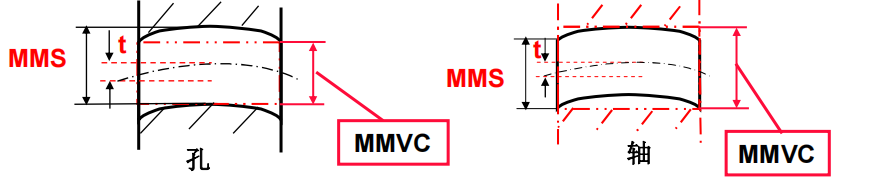
內表面(孔)D MV = 最小極限尺寸D min - 中心要素的形位公差值t;
外表面(軸)d MV = 最大極限尺寸d max + 中心要素的形位公差值t 。
最大實體原則
作用及功能:
* 滿足裝配互換的要求。
* 減小檢具制造的成本
表示方法:在公差值或基準符號后加M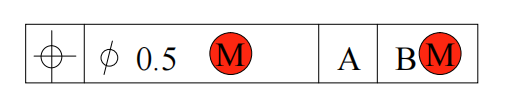
Ps:如果是最小實體原則,則是L
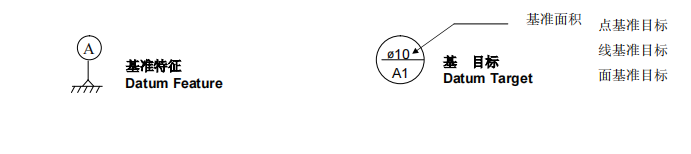
基準Datum概念區分
基準 Datum--與被測要素有關且用來定義其幾何位置關系的一個幾何理想要素(如軸線、直線、平面等),可由零件上的一個或多個要素構成。
基準要素 Datum Feature--在加工和檢測過程中用來建立基準并與基準要素相接觸,且具有足夠精度的實際表面。
基準目標 Datum Target --考慮到制造上的誤差,僅選用基準要素的部分表面(點、線或區域面)作基準參考。
三者之間的關系:
基準要素的理想形狀稱為基準,基準目標是基準要素的一部分;
基準 Datum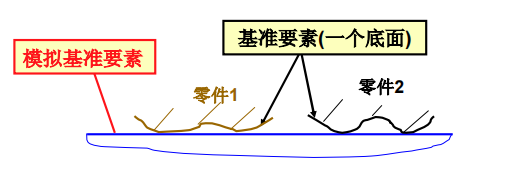
在建立基準的過程中,會排除基準要素本身的形狀誤差
基準體系
基準體系,實際上是對6個自由度的約束。
* 三個相互垂直的理想平面構成的空間直角坐標系,想象成6個自由度
* 分別是X,Y,Z的移動和旋轉。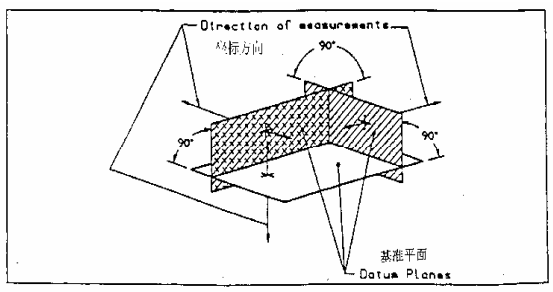
板類零件基準體系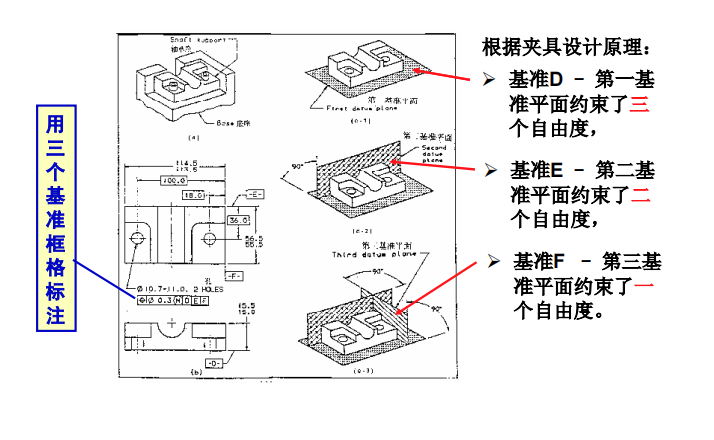
盤類零件基準體系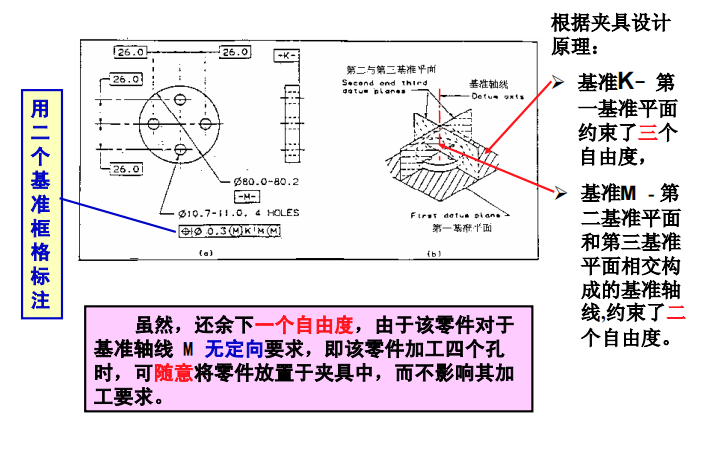
基準體系中基準的順序前后表示不同的設計要求
小結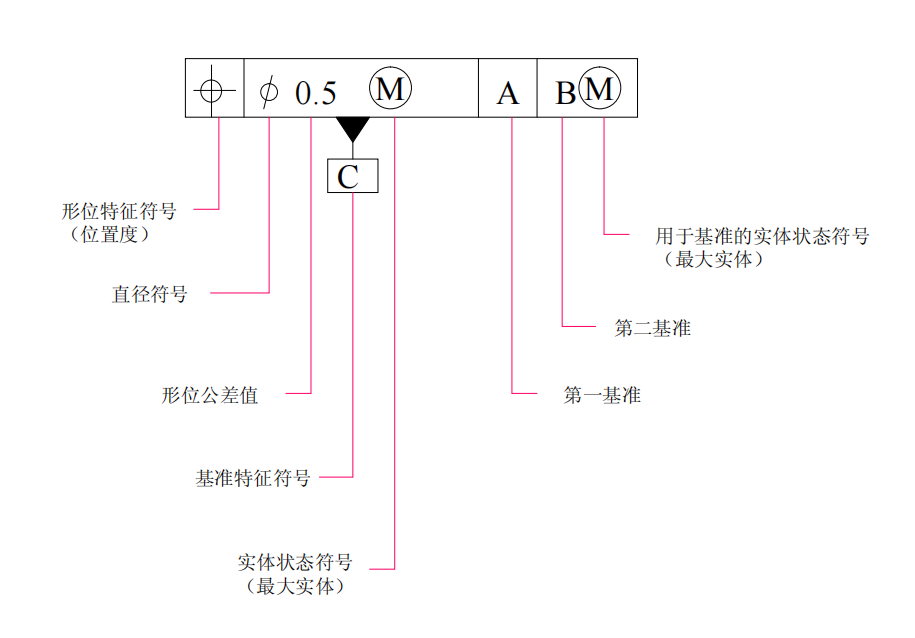
公差帶
公差帶--實際被測要素允許變動的區域。
它提現了對被測要素的設計要求,也是加工和檢驗的依據。
當實際被測要素的誤差在公差帶內合格,超出則不合格。
形狀公差-直線度
直線度,即通常所說的平直程度,表示零件上的直線要素實際形狀保持理想直線的狀況。
直線度公差是實際線對理想直線所允許的最大變動量。
在給定平面內,公差帶必須在距離為0.1mm的兩平行直線間的區域。
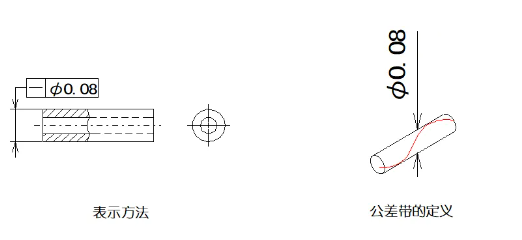
在公差值前加注記號φ、則公差帶必須在直徑0.08mm的圓柱面內的區域
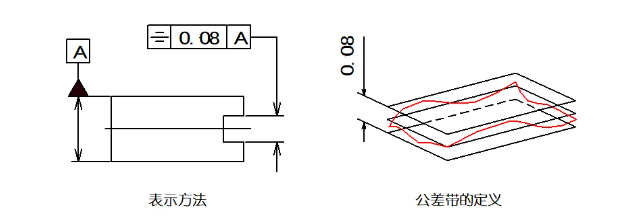
位置公差-傾斜度
傾斜度是表示零件上兩要素相對方向保持任意給定角度的正確狀況。
傾斜度公差是被測要素的實際方向,對于基準成任意給定角度的理想方向之間所允許的最大變動量。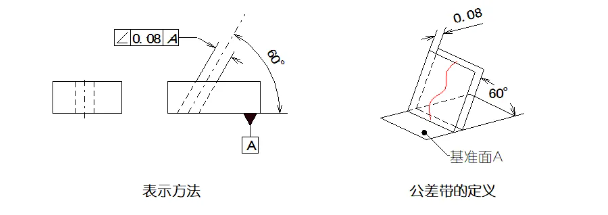
被測軸線的公差帶是距離為公差值0.08mm,且與基準面A成理論角度60°的兩平行平面之間的區域。
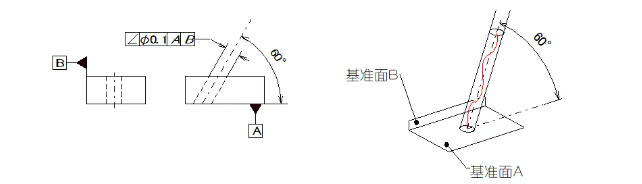
在公差值前加注記號φ,則公差帶必須位于直徑為0.1mm的圓柱面內。該公差帶應平行于垂直于基準A的平面B,并與基準A呈理論正確角度60°
位置公差-位置度
位置度是表示零件上的點、線、面等要素,相對其理想位置的準確狀況。
位置度公差是被測要素的實際位置相對于理想位置所允許的最大變動量。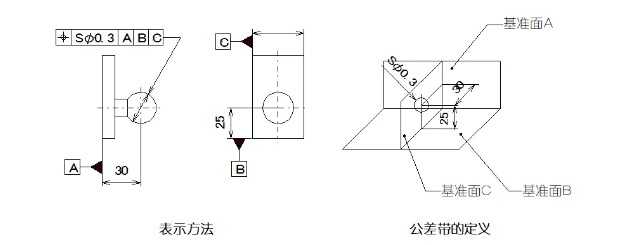
公差帶前加注記號Sφ時、公差帶是直徑0.3mm的球內區域。球公差帶的中心點的位置是相對于基準A,B及C的理論正確尺寸。
位置公差-同軸(同心度)
同軸度,即通常所說的共軸程度,表示零件上被測軸線相對于基準軸線,保持在同一直線上的狀況。同軸度公差是被測實際軸線相對于基準軸線所允許的變動量。
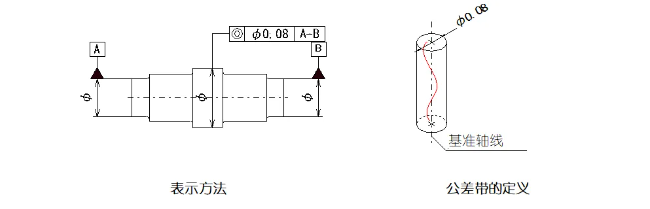
公差值加注記號時,公差帶是直徑0.08mm的圓柱之間區域。圓形公差帶的軸線與基準一致。
位置公差-對稱度
對稱度是表示零件上兩對稱中心要素保持在同一中心平面內的狀態。
對稱度公差是實際要素的對稱中心面(或中心線、軸線)對理想對稱平面所允許的變動量。
公差帶是距離為0.08mm、且相對于基準中心平面或中心線對稱配置的兩平行平面之間或直線之間的區域。
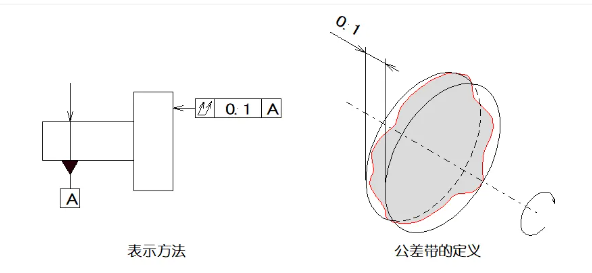
位置公差-圓跳動
圓跳動是表示零件上的回轉表面在限定的測量面內,相對于基準軸線保持固定位置的狀況。
圓跳動公差是被測實際要素繞基準軸線,無軸向移動地旋轉一整圈時,在限定的測量范圍內所允許的最大變動量。
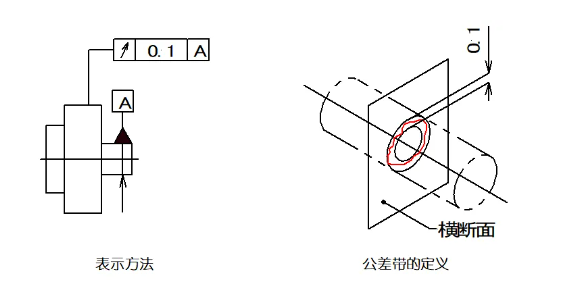
公差帶是垂直于任一測量平面內,半徑差為0.1mm,且圓心在同一基準軸線上的兩同心圓之間的區域。
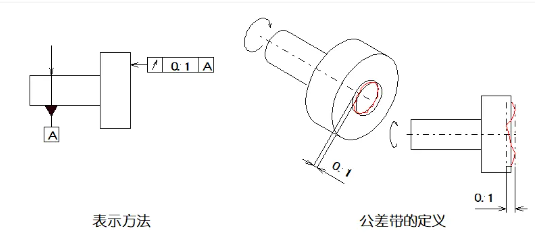
公差帶是在與基準同軸的任一半徑位置的測量圓柱面上距離為0.1mm的兩個圓之間的區域。
位置公差-全跳動
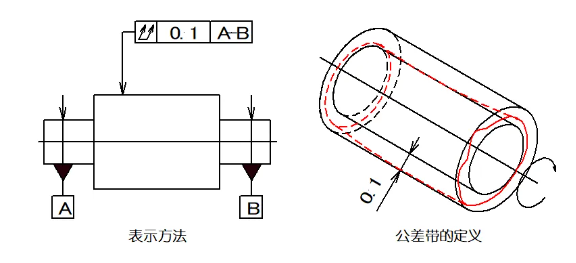
公差帶是距離為半徑差0.1mm,且與基準同軸的兩圓柱面之間的區域。
公差帶是距離為半徑差0.1mm,且與基準垂直的兩平行平面之間的區域。。
測試形位公差的儀器都有哪些?
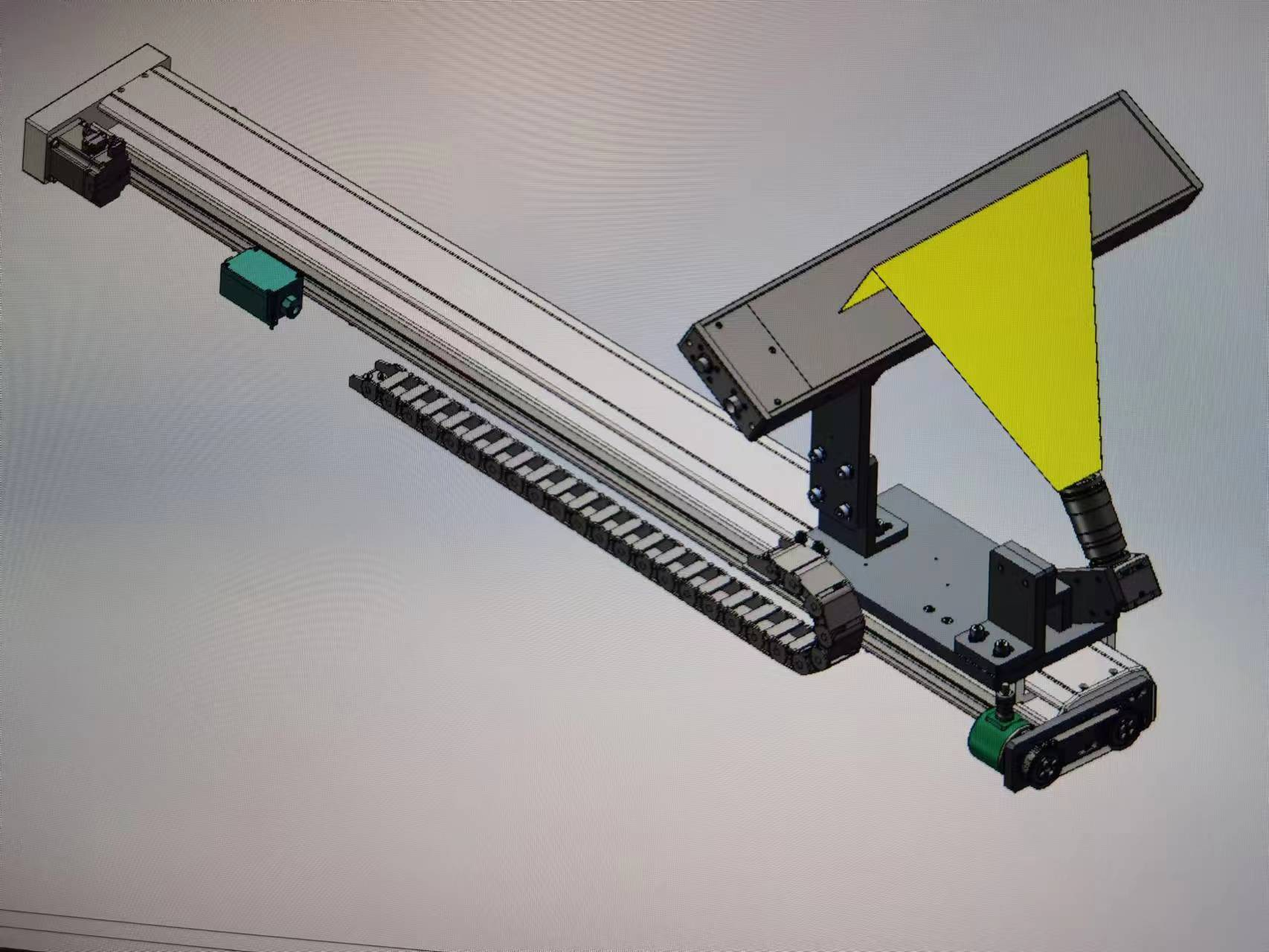 |  |  |  |  | 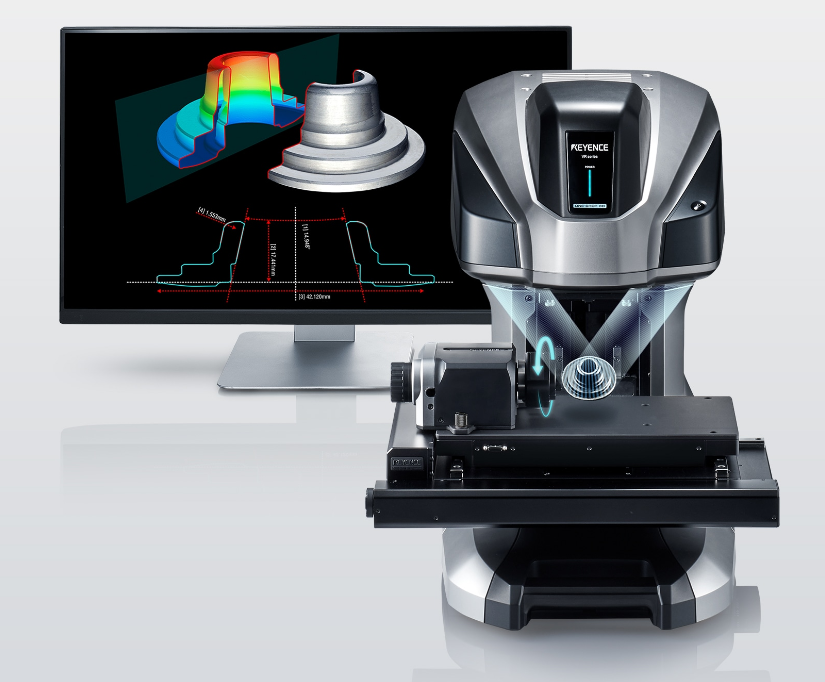 |
| 線掃激光 | 三維掃描儀 | 影像儀 | 輪廓儀 | 圓度測量儀 | 多功能輪廓測量儀 |